联系方式
- 安徽科元达暖通设备有限公司
联系人:胡先生
手 机:13965060013
电 话:13965060013
传 真:0551-63838712
地 址:安徽省合肥市长丰县下塘工业园纬三路南侧合肥双丰门窗装饰有限公司院内
单面彩钢酚醛复合风管施工工艺
发布时间:2017-11-21 访问5478次
1 放样工艺过程
放样之前,要充分解读风管施工图,确定空调设备及风管各部件的安装位置,确定各直风管及异型管的合理长度和数量、风管与空调设备及风管各部件的连接方式及风管的加固方式,核算板材及各种辅材的用量。
1.1 矩形直风管放样
1.1.1 计算放样尺寸 用板材制作矩形风管,风管标注的尺寸是指风管内边尺寸。每块风管板料边都应切割成45度角斜坡,用四块风管板料组合成矩形风管。当使用20mm厚的风管板材,每块风管板料两边应比风管内边长40mm。矩形风管组合可采用一片法、U形二片法、L形二片法、四片法等。使用不同组合方法放样尺寸不一样,按风管制作任务单规定的组合方式计算放样尺寸。按计算的放样尺寸用钢直尺或钢卷尺在板材上丈量,用方铝合金靠尺和画笔在板材上画出板材切断、V形槽线、45度斜坡线。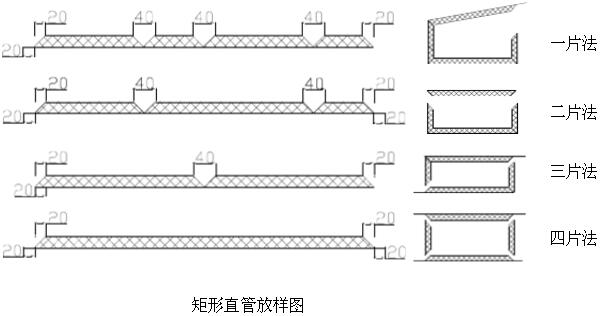
1.1.2 T形矩形风管放样 T形矩形风管由两根矩形直管组成。按矩形直风管放样的方法,分别放样。主管在设计位量开孔,开孔尺寸为对应支管边长。用钢尺丈量,用画笔和方铝合金靠尺划出切断线、V形槽线、45度斜坡线。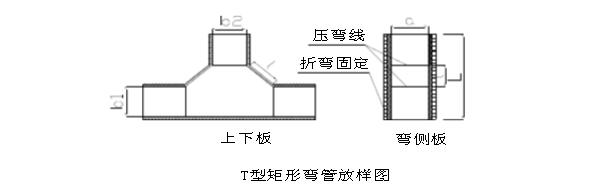
1.1.3 矩形弯管的放样(弯头,S形弯管) 矩形弯管一般由四块板组成。先按设计要求,在板材上放出侧样板,然后测量侧板弯曲边的长度,按侧板弯曲边长度,放内外弧板长方形样。画出切断线、45度斜坡线、压弯区线。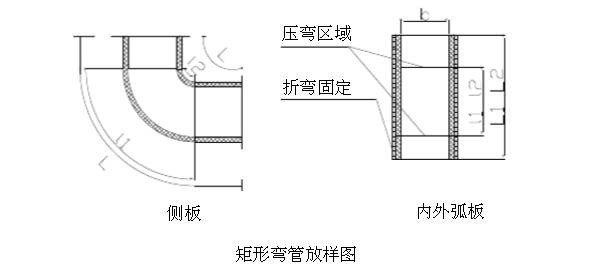
1.1.4 矩形变径管的放样 矩形变径管一般由四块板组成。先按设计要求,在板材上对侧板放样,然后测量侧板变径边长度,按测量长度对上板放样。画出切断线、45度斜坡线、压弯处线或V形槽线。
1.1.5 矩形分叉管的放样 分叉管种类很多。现按r形分叉管说明放样方法。首先对风管上下盖板放样,放样见下图。测量内弧管板长度,并放样,再测量外弧管板长度并放样。画出切断线、45度斜坡线。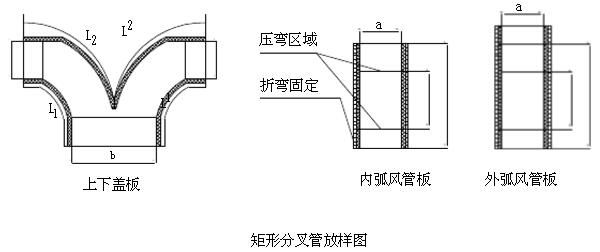
2 切割工艺过程
切割之前首先检查风管板材放样是否符合风管制作任务单的要求,划线是否正确,板材有否损坏;其次检查刀具刀片安装是否牢固、刀片伸出高度是否符合要求。直刀刨刀片伸出高度应能切断扳材,不伤桌面地毯;单刀刨刀片和双刀刨刀片伸出高度应能切断上层铝箔和芯材,不伤下层彩钢板;两刀间距约2mm,按切边要求选择左45°单刀刨或右45°单刀刨,将板材放置在工作台上,方铝合金靠尺平行固定在恰当位置;手持刀具,将刀具基准边靠紧方铝合金靠尺,压紧板材,刀具基准线对准放样线,向前推或向后拉刀具,直刀将板材切断;单刀将板材切边;双刀将板材开槽;板材切断成单块风管板后,将风管板编号,以防不同风管的风管板搞错,对于弯曲面的板材,用压弯机在压弯区内压槽。
3 成形工艺过程
按风管制作任务单检查风管面板是否符合设计要求;清洁板材切割面的粉末,清除油渍、水渍、灰尘,然后用毛刷在切割面上涂刷胶粘剂,待涂胶不粘手时,将风管面板按设计要求粘合,并用刮板压平。对难以刮平的部分,可用木锤轻轻锤平;检查板材接缝粘接是否达到质量标准,符合质量要求后,将彩钢板折弯90度,用拉铆钉进行固定,铆钉的间距不大于10cm;固定后,将密封胶装入密封胶枪,清洁待施胶的风管内四角边,用密封胶枪在风管角边均匀施胶,密封胶封堵后,压实。用钢尺和角尺检查粘接成形的风管是否符合质量要求。
4 加固工艺过程
一般采用全丝螺杆进行加固 ,与风管连接处采用双螺母固定,并用密封蜂胶密封。在要求严格的地方,需要采用单片角钢法兰或者双片角钢法兰进行加固。
5 连接工艺过程
5.1 插条法兰的连接 首先检查风管端面应垂直,如有不平或不垂直部份应先修正,然后选择合适的风管连接件,检查风管连接件的质量无损坏,用型材切割机下料,下料尺寸小于风管内边尺寸2至 4mm,在风管端口断面和侧面粘贴面涂胶,将拐角垫片粘接处涂胶,放置在风管端面四角的合适量位置并粘牢,在风管连接件粘接部位涂胶,待涂胶不粘手时,将风管连接件插入风管端口,短边朝内,压实并可轻轻用木锤锤实;在待连接的两段风管的连接件间插入工字型插条,将两段直风管连接起来;在连接好的二段风管连接件间先用密封胶封堵,再插入风管角盖板。
5.2 H型、F型、U型风管法兰的连接 根据连接风管部件的需要选择合适的风管法兰形状,将合适的风管法兰用型材切割机将两端切45°角,短边的长度小于风管内边2至4mm;用粘胶剂在风管四角粘上拐角垫片,用粘胶剂将合适的风管法兰粘接在风管上,内缝用密封胶封堵。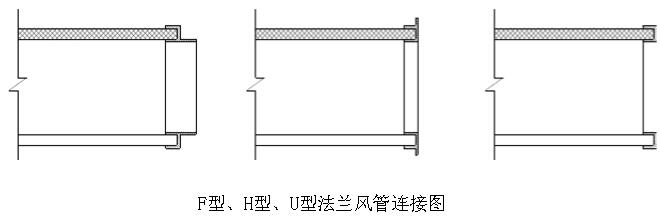
5.3 扳材的直接连接和拼接 风管边长小于或等于500mm时可选用板材直接连接,将待连接的板材下料后,将粘接面用毛刷进行清洁后,将粘胶剂刷在粘接面上,待粘胶剂不粘手时,将粘接的风管板插入“工”字形加固条,粘紧压实,在板材两面接缝上打上密封胶。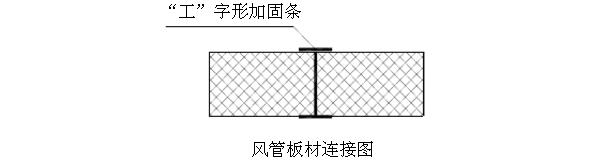
5.4 端板的连接 将风管端口和端板都切成45°斜坡,端板需留有20mm护边,在风管端口和端板切边处涂胶,然后直接对粘,护边粘紧后,再压粘楚风铝箔胶带,在连接过程中需要注意以下几点:
(1)风管连接件粘接后应牢固、平直。四件风管连接件端面应在一个平面内,并与风管延伸方向垂直。
(2)风管内密封胶封堵平整、严密。
(3)风管连接件安装方向正确。
(4)法兰制作的允许偏差见下表:
(5)低压风管边长大于2000mm、中压风管边长大于1500mm时,风管法兰应采用铝合金等金属材料。
(6)法兰四角接头处应平整,不平度应小于或等于1.5mm,接头处的内边应填密封胶。
6 吊装工艺过程
检查风管制作是否达到质量要求 → 按设计要求在风管承重材料上钻膨胀套孔→用全丝螺丝制作吊杆→安装吊杆→按设计要求对横担下料、钻孔,并做好防腐处理→吊装风管,在风管下安装横担和防震垫,用平垫、弹垫、螺母固定横担→安装设计要求连接风管、通风系统部件→对金属法兰和金属通风部件做绝热处理。 成品示意图如下:
7 结语
彩钢酚醛复合板是彩钢板、酚醛泡沫板及铝箔复合制成夹芯板。现场按设计规格尺寸加工,成型,一次吊装,无须再加保温层。单面彩钢酚醛复合风管系统其具有优异的防火性能、优良的绝热性能、抗腐蚀抗老化、隔音性能良好、质量轻及施工方便,取得明显的社会效益和经济效益。
- 上一篇:没有信息!
- 下一篇:双面铝箔复合风管相关材质施工参考